
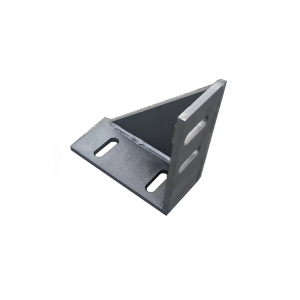
Personnaliséiert héichqualitativ Lift T-fërmeg Führungsschinnklemm

Beschreiwung
| Produkttyp | personaliséiert Produkt | |||||||||||
| One-Stop-Service | Formentwécklung an -design - Prouwe virleeën - Chargenproduktioun - Inspektioun - Uewerflächenbehandlung - Verpakung - Liwwerung. | |||||||||||
| Prozess | Stanzen, Biegen, Déifzeichnen, Blechveraarbechtung, Schweessen, Laserschneiden etc. | |||||||||||
| Materialien | Kuelestol, Edelstol, Aluminium, Koffer, galvaniséierte Stol etc. | |||||||||||
| Dimensiounen | no de Zeechnunge oder Proben vum Client. | |||||||||||
| Fäerdeg | Sprëtzlackéierung, Galvaniséierung, Feuerverzinkning, Pulverbeschichtung, Elektrophorese, Eloxéierung, Schwaarzmaachen, etc. | |||||||||||
| Uwendungsberäich | Autodeeler, Deeler fir landwirtschaftlech Maschinnen, Deeler fir Ingenieursmaschinnen, Baudeeler, Gaartaccessoiren, ëmweltfrëndlech Maschinndeeler, Schëffsdeeler, Loftfaartdeeler, Päiffittings, Hardware-Tooldeeler, Spillsaachendeeler, elektronesch Deeler, etc. | |||||||||||
Firwat Xinzhe wielen?
Dir hutt et mat engem qualifizéierte Spezialist fir Metallprägung ze dinn, wann Dir Xinzhe besicht. Mir déngen Clienten weltwäit a spezialiséieren eis zënter bal engem Jorzéngt op Metallprägung. Eis Formtechniker a Konstrukteuren sinn Experten, déi sech fir hir Aarbecht engagéieren.
Wat ass de Schlëssel zu eise Leeschtungen? Zwee Wierder resüméieren d'Äntwert: Qualitéitssécherung a Fuerderungen. Fir eis ass all Projet eenzegaarteg. Et gëtt vun Ärer Visioun ugedriwwen, an et ass eis Pflicht, dëst Zil z'erreechen. Fir dëst z'erreechen, maache mir eis Méi, all Aspekt vun Ärem Projet ze verstoen.
Mir wäerten direkt un der Entwécklung vun Ärer Iddi schaffen, soubal mir se héieren. De Prozess huet verschidde Kontrollpunkten. Dëst erméiglecht et eis ze garantéieren, datt dat fäerdegt Produkt Är Ufuerderungen vollstänneg erfëllt.
Eis Equipe konzentréiert sech elo op déi folgend Kategorien fir personaliséiert Metallprägungsservicer:
Graduell Stanzen fir souwuel kleng wéi och grouss Quantitéiten.
Sekundärprägung a klenge Chargen.
bannen an der Form tippen.
sekundär oder Montagetabbing.
souwuel d'Maschinellbearbeitung wéi och d'Formen.
Qualitéitsmanagement




Vickers Härtheetsinstrument.
Profilmiessinstrument.
Spektrographinstrument.
Dräi-Koordinaten-Instrument.
Liwwerungsbild




Produktiounsprozess




01. Formentwurf
02. Formveraarbechtung
03. Drotschneiden Veraarbechtung
04. Hëtztbehandlung vun der Schimmel




05. Formmontage
06. Formdebugging
07. Entgraten
08. Galvaniséierung


09. Produktprüfung
10. Pak
Virdeel
Prägung ass gëeegent fir Masseproduktioun vu komplexen Deeler. Méi spezifesch bitt et:
• Komplex Formen, wéi Konturen
• Grouss Volumen (vun Dausende bis Millioune vun Deeler pro Joer)
• Prozesser wéi Feinblanking erlaben d'Formung vun décke Metallblecher.
• Niddreg Präisser pro Stéck
Galvaniséierungsprozess
De Prozess vun der Galvaniséierung ëmfaasst verschidde Schrëtt fir sécherzestellen, datt d'Qualitéit an d'Leeschtung vun der final Beschichtung wéi erwaart sinn. Hei ass de Basisprozess vun der Galvaniséierung:
1. Ophänken: D'Deeler, déi galvaniséiert solle ginn, um leitfäege Geschir befestegen, fir eng zougemaach Schleif mat der Stroumquell ze bilden, fir de Galvaniséierungsprozess virzebereeden.
2. Entfetten an Entfettung: D'Uewerfläch vun den Deeler botzen an Ongereimtheeten wéi Fett, Stëbs, etc. ewechhuelen. Dës Ongereimtheeten beaflossen den spéideren Beschichtungseffekt an d'Erscheinung vun der Deeluewerfläch.
3. Waasserwäschen: Botzt déi chemesch Substanzen an Ongereinheeten ewech, déi während dem Entfettungs- an Uelegentfernungsprozess op der Uewerfläch vun den Deeler bliwwe sinn.
4. Beizungsaktivéierung: Duerch den korrosiven Effekt vun der Säureléisung ginn d'Oxidschuel an de Rost op der Metalloberfläche ewechgeholl, wouduerch d'Sauberkeet an d'Aktivitéit vun der Uewerfläch vun den Deeler garantéiert ginn an eng gutt Basis fir d'Galvaniséierung ubitt.
5. Galvaniséierung: Am Galvaniséierungstank déngen d'Deeler als Kathoden a ginn zesumme mat der Anode (galvaniséierte Metall) an d'Galvaniséierungsléisung getippt. Nom Energiesaz ginn d'Metallionen vun der Beschichtung op der Uewerfläch vum Deel reduzéiert, fir déi gewënscht Metallbeschichtung ze bilden.
6. Noveraarbechtung: Féiert no Bedarf e puer Noveraarbechtungen duerch, wéi z.B. Passivéierung, Dichtung, etc., fir d'Leeschtung an d'Erscheinung vun der Beschichtung ze verbesseren.
7. Waasserwäschen: D'Beschichtungsléisung an d'Onreinheeten, déi während dem Galvaniséierungsprozess op der Uewerfläch vun den Deeler bliwwe sinn, ewechreinigen.
8. Dréchnen: D'Deeler dréchnen, fir sécherzestellen, datt keng Fiichtegkeet op der Uewerfläch bleift.
9. Ophänken an Inspektiounsverpackung: D'Deeler vun den leitfäegen Tools ewechhuelen a Qualitéitsinspektioun a Verpackung duerchféieren, fir d'Beschichtungsqualitéit ze garantéieren an de Bedierfnesser vun de Clienten gerecht ze ginn.
Wärend dem Galvaniséierungsprozess ass et och néideg, op standardiséiert Operatiounen opzepassen, wéi d'Kontroll vun der Stroumdicht, d'periodesch Ännerung vun der Stroumrichtung, d'Kontroll vun der Temperatur vun der Platéierungsléisung an d'Réieren vun der Platéierungsléisung, fir d'Uniformitéit, d'Flaachheet an d'Hellegkeet vun der Beschichtung ze garantéieren. Zousätzlech kënnen, ofhängeg vun de spezifesche Bedierfnesser an de Materialtypen, speziell Behandlungen wéi Virplatéierung a Vernickelung mat Buedem duerchgefouert ginn, fir d'Adhäsioun an d'Korrosiounsbeständegkeet vun der Beschichtung ze verbesseren.
Produktkategorien
-
Personnaliséiert Q235b Schweessgalvaniséiert Stanzplack ...
-

Personnaliséiert Lift Führungsschinnen Accessoiren Allo ...
-

China Fabréck Super Qualitéit Lift Lift Guide ...
-

Personnaliséiert galvaniséiert Stanz- a Béihiewel ...
-

Personnaliséiert nei Design Lift Führungsschinn Bracket ...
-

Personnaliséiert speziell Führungsschinnhalterung Lift ...